


 英语
英语 俄语
俄语 西班牙语
西班牙语 阿拉伯语
阿拉伯语
La escala de uso de moldes de preformas de PET.
En la producción de preforma de botella de PET necesita usar su material, aunque las preformas de botellas terminadas son relativamente fuertes y duraderas, la resistencia al agua y al fuego es relativamente buena , pero su material es relativamente débil después de la comparación, ¿entonces en el uso de cómo guardar su material? Echémosle un vistazo.
1, preste atención al grado de humedad: en el caso de los espacios en blanco de botellas de mascotas para la conservación de la información sobre el medicamento correcto, ¿por qué decirlo? Los requisitos de humedad de los diferentes materiales son diferentes, el polvo está definitivamente seco y el granular es ligeramente más bajo que el suyo, pero sus requisitos de humedad son relativamente altos.
2, preste atención a la prevención de incendios: en el uso del tiempo también es muy importante la prevención de incendios, el material plástico que todos sabemos no solo es más inflamable y la quema será un humo negro más denso, y sofocar estas llamas será más difícil , por lo que para ahorrar tiempo para ahorrar palabras, la prevención de incendios es sin duda la más importante.
La buena preforma de botella de PET es definitivamente inseparable de la buena materia prima, por lo que en este punto nos fijamos en la calidad de la materia prima y la conservación de los requisitos de la tubería es definitivamente muy buena.
Ahora, la escala de uso del molde de preforma de botella está más extendida, su ahorro de energía, su larga vida útil y otras características, por lo que cada vez más fabricantes de producción lo adoran. Entonces, ¿cuáles son los factores que afectan el moldeado de moldes de granallado de botellas? Profundicemos nuestra comprensión.
Primero, el polímero en la máquina de extrusión transportando, derritiendo, mezclando, bombeando y moldeando para la etapa de formación de la preforma; en esta etapa se encuentran los factores que afectan la distribución del espesor de pared.
1, la distribución del peso molecular del material y el peso molecular promedio.
2, el sistema de control de temperatura de la máquina de moldeo por soplado y la velocidad del tornillo, el sistema de control de temperatura contiene la temperatura de la tolva, la temperatura del barril 1 zona, 2 zonas, 3 zonas, 4 zonas, la temperatura de la brida y la temperatura del almacenamiento cabezal de troquel 1 zona, 2 zonas, 3 zonas, 4 zonas.
En segundo lugar, la etapa de extrusión del perfil desde el espacio entre el labio de la matriz y el núcleo de la matriz se denomina etapa de alimentación descendente. En este momento, el fenómeno común es la preforma de la expansión del molde y el drapeado de la preforma. Los elementos que afectan estos dos fenómenos son: el diámetro de la matriz de la máquina de moldeo por soplado y el sistema de control del espesor de la pared, en el que el sistema de control contiene el sistema de control del espesor de la pared axial, el sistema de control del espesor de la pared circunferencial, que se utiliza para ajustar el espacio entre la cavidad y el núcleo.
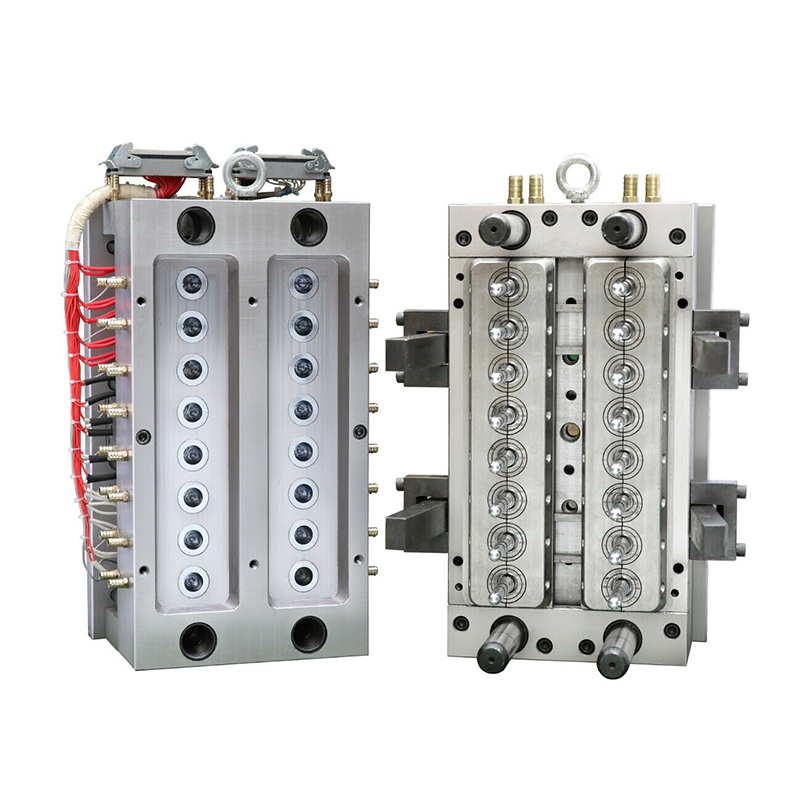
Molde de preforma de PET de cola corta de 16 cavidades
| nombre del producto | Molde de preforma de PET de cola corta de 16 cavidades |
| Núcleo y cavidad de acero | S136,FS636,632 (acero chino) ASSAB S136 (Suecia) |
| Base de molde | P20,4Cr13, base de molde estándar |
| Dureza del acero: | HRC32-35 para placa deslizante y pelacables y otras placas |
| HRC49-51 para material de núcleo y cavidad. | |
| HRC49-51 para anillo de cuello y anillo de bloqueo | |
| Material de plastico | resina PET |
| Número de cavidad | 1x8, 1x12,1x16, |
| Sistema de inyección | Cola corta |
| Sistema eyector | placa separadora |
| Tiempo del ciclo | Basado en el peso de la preforma |
| El tiempo de entrega | 45-60 días |
| Vida útil del molde | Al menos 3 millones de disparos |
| Tiempo de garantia | Un año o 1 millón de disparos |
 +86-15157625901 / 13706572756
+86-15157625901 / 13706572756 info@suncomold.com
info@suncomold.com  Calle No.2 Gongxin, Carretera Beicheng, Huangyan, Taizhou, Zhejiang, China
Calle No.2 Gongxin, Carretera Beicheng, Huangyan, Taizhou, Zhejiang, China