


 英语
英语 俄语
俄语 西班牙语
西班牙语 阿拉伯语
阿拉伯语
Cuando se inyecta PET en un Molde de preformas de PET , sobre la preforma se deposita una fina capa de otro metal. Este revestimiento elegante suaviza la superficie del molde y proporciona un acabado superior. Después de fabricar moldes de preformas de PET, el producto se sumerge en una solución química que contiene un agente de acabado. Esta capa de otro metal protege el molde de preforma de PET y lo hace resistente al desgaste.
Los procesos de moldeo por inyección y soplado a menudo se combinan en una sola máquina, lo que los hace ideales para líneas de producción pequeñas y medianas. Ambos procesos son igualmente efectivos en la producción de preformas, pero el proceso de soplado es más adecuado para líneas de producción a mayor escala. A continuación se enumeran algunos consejos para seleccionar el mejor molde de preformas de PET para sus necesidades. También puede considerar cambiar el tamaño de su molde para adaptarse a los cambios.
El diseño de un molde de preforma de PET implica muchos factores, incluido el diseño del molde en sí, el montaje del molde en una prensa y la provisión de control de temperatura. Además del molde, se deben considerar cuidadosamente las herramientas de acabado, como las plantillas de perforación, los accesorios de pulido, los accesorios de refrigeración y los calibres. StackTeck ofrece consultas gratuitas y pruebas de moldes. Para obtener más información, comuníquese con un representante en Canadá.
Los sistemas de compuerta de válvula ayudan a mantener una buena ventana de operación y reducen la cantidad de estrés en la preforma de PET. Los sistemas de compuerta de válvula generalmente requieren un molde más grande, ya que requieren un canal caliente para compensar el mecanismo operativo. La compuerta de válvula también ayuda a minimizar la huella del molde, lo cual es crucial para la longevidad del molde. Y, a diferencia de los casquillos de bebedero convencionales, el sistema Sigler no requiere una operación externa.
Un molde de preforma de PET se compone de dos mitades que se montan en placas de respaldo. Estas placas tienen agujeros perforados para pasar agua y vapor de refrigeración. Las placas traseras también contienen pasadores de guía para alinear las dos mitades. El molde y las placas de respaldo juntos forman un molde de preforma de PET. Si estos pasos no se realizan correctamente, las piezas no quedarán tan lisas y no tendrán la calidad deseada. Si desea aumentar la calidad y la consistencia de sus productos, siempre puede considerar ponerse en contacto con una empresa que se especialice en la producción de moldes de preformas de PET.
Los moldes de Taizhou Shunke Moulding Co., Ltd están diseñados con precisión y tienen un largo historial de calidad y confiabilidad. Su ingeniería de precisión garantiza que procesen PET virgen, escamas de rPET y gránulos de rPET. Una amplia gama de parámetros permite un rendimiento óptimo y se puede personalizar para satisfacer sus necesidades. Si está buscando ganar más dinero con moldes de preformas de PET, considere Taizhou Shunke Molding Co., Ltd. Nuestros ingenieros altamente especializados pueden ayudarlo a diseñar una línea de moldeo por inyección de preformas de PET eficiente y efectiva.
Un molde de preforma de PET debe construirse para cumplir con los más altos estándares de calidad. Un molde de buena calidad debe contener más de 2,5 millones de inyecciones con el mismo rendimiento de calidad. El inserto del molde debe estar hecho de acero ASSAB s136 o DIN 1.2316. Este acero es el mejor disponible en términos de calidad y precisión. El material utilizado para fabricar el molde de preforma de PET es antioxidante y capaz de soportar altas temperaturas.
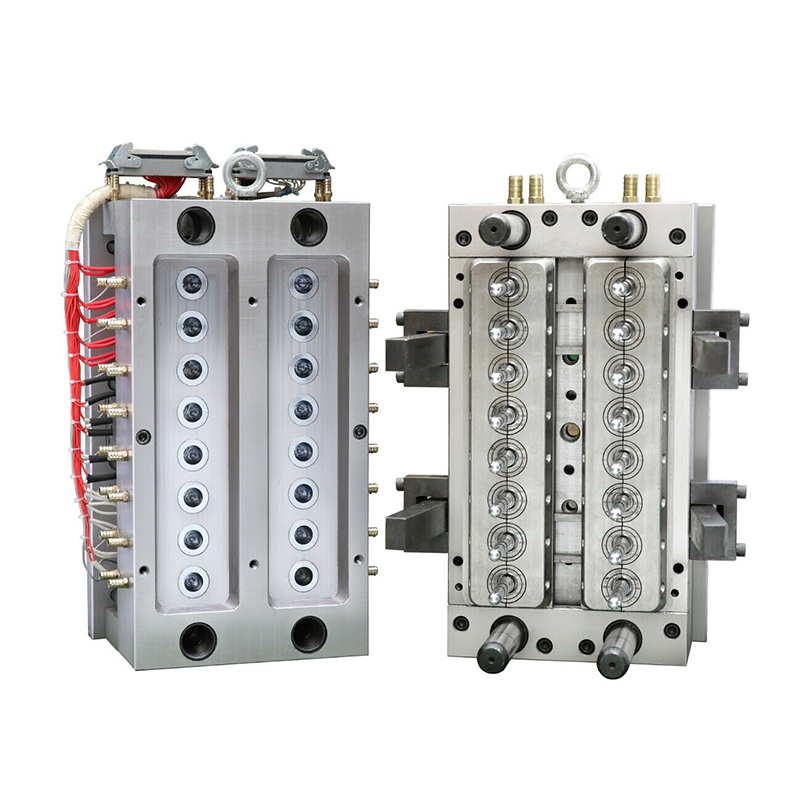
Molde de preforma de PET de cola corta de 16 cavidades
| nombre del producto | Molde de preforma de PET de cola corta de 16 cavidades |
| Núcleo y cavidad de acero | S136,FS636,632 (acero chino) ASSAB S136 (Suecia) |
| Base de molde | P20,4Cr13, base de molde estándar |
| Dureza del acero: | HRC32-35 para placa deslizante y pelacables y otras placas |
| HRC49-51 para material de núcleo y cavidad. | |
| HRC49-51 para anillo de cuello y anillo de bloqueo | |
| Material de plastico | resina PET |
| Número de cavidad | 1x8, 1x12,1x16, |
| Sistema de inyección | Cola corta |
| Sistema eyector | placa separadora |
| Tiempo del ciclo | Basado en el peso de la preforma |
| El tiempo de entrega | 45-60 días |
| Vida útil del molde | Al menos 3 millones de disparos |
| Tiempo de garantia | Un año o 1 millón de disparos |
 +86-15157625901 / 13706572756
+86-15157625901 / 13706572756 info@suncomold.com
info@suncomold.com  Calle No.2 Gongxin, Carretera Beicheng, Huangyan, Taizhou, Zhejiang, China
Calle No.2 Gongxin, Carretera Beicheng, Huangyan, Taizhou, Zhejiang, China