


 英语
英语 俄语
俄语 西班牙语
西班牙语 阿拉伯语
阿拉伯语
Moldes de preformas de PET
Los moldes de preformas de PET se utilizan para fabricar preformas de plástico. Están diseñados y construidos de acuerdo con los requisitos específicos del producto. Para garantizar una buena calidad, el molde debe fabricarse con los materiales adecuados. Además, el molde debe estar bien pulido para brindar un buen acabado a la fundición terminada.
Cuando el molde se inyecta en la máquina de moldeo por inyección, el plástico fundido llena la cavidad bajo presión. Esto le da fuerza a la pieza. Sin embargo, el molde debe mantenerse a una temperatura de cinco a quince grados centígrados. También es necesario asegurar un tiempo de ciclo correcto. Si la temperatura no es la correcta, el plástico puede volverse opaco o pueden formarse esferocristales.
A molde de preforma para mascotas se compone de dos partes: las mitades del molde y las placas de respaldo. Estas mitades se sujetan entre sí y se mantienen unidas mediante pasadores guía. A continuación, el molde se monta en una prensa.
Las preformas de PET se fabrican mediante el proceso de moldeo por inyección. Se fabrican con aceros especiales y otros materiales. Las preformas de PET suelen recibir un tratamiento térmico. Por lo tanto, deben endurecerse para garantizar un alto nivel de resistencia a la compresión. Hay muchos tipos diferentes de materias primas para la industria.
Algunos de los elementos comunes de los moldes de preformas de PET son los bebederos y el canal caliente. Estos son los dos componentes principales que controlan la forma del artículo que se está moldeando. Además de los bebederos, se pueden incluir otros dispositivos para permitir una producción precisa.
Para mejorar el rendimiento general del molde, es esencial proporcionar un sistema de enfriamiento rápido. Además, los canales de agua deben diseñarse de manera razonable. De lo contrario, el molde puede atascarse o no funcionar correctamente.
El moldeo por inyección de materiales PET requiere controlar el área donde cambia la temperatura del plástico dentro del molde. Generalmente, el área está entre 270 y 280 grados centígrados.
Para lograr un alto grado de precisión, es importante utilizar un acero de nitruro de primera calidad. Dichos aceros ofrecen durabilidad y mejor dureza. Otro factor importante a considerar es el uso de un sistema de compuerta de válvula. Si bien un sistema de válvula de compuerta a menudo puede caber en el molde sin aumentar el espacio ocupado, debe diseñarse para adaptarse al colector de la máquina de moldeo por inyección. El uso de un sistema de compuerta de válvula reduce la cantidad de estrés en la preforma de PET y aumenta la ventana operativa.
De manera similar, el sistema de canal caliente debe estar diseñado para compensar el mecanismo operativo. Normalmente, se coloca un sistema de válvula de compuerta en la línea central del molde. Esto evita que se formen marcas inaceptables en las piezas. Además, proporciona la menor cantidad de estrés en la preforma de PET.
En definitiva, un buen molde de PET debe diseñarse con los procesos y materiales más adecuados. Además, debe pulirse hasta obtener un acabado fino para que la pieza moldeada se pueda quitar fácilmente.
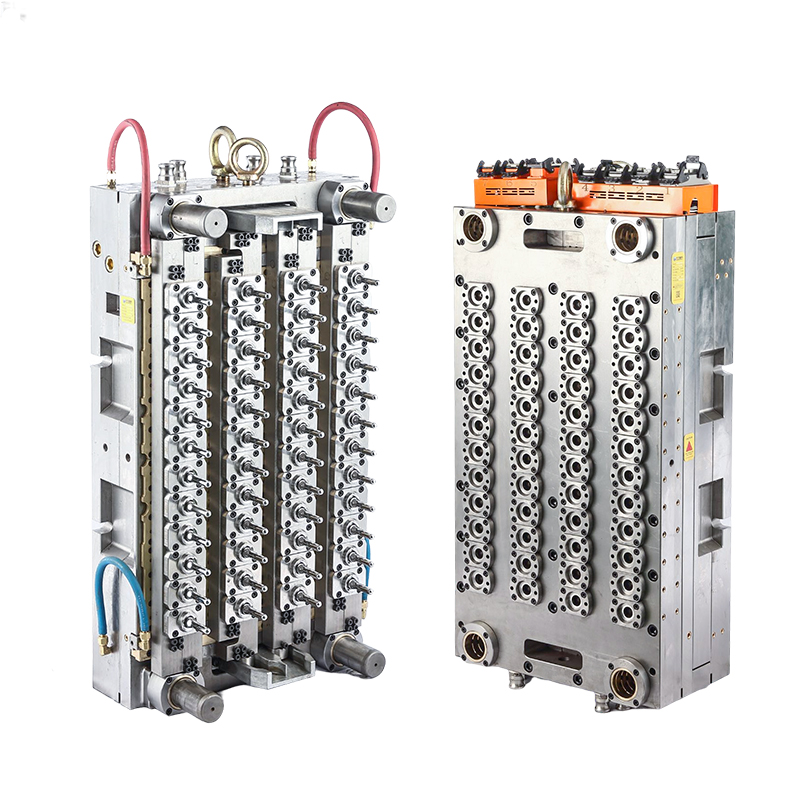
Molde de preforma de PET de 48 cavidades
| nombre del producto | Molde de preforma de PET de 48 cavidades |
| Núcleo y cavidad de acero | S136,FS636,632 (acero chino) ASSAB S136 (Suecia) |
| Base de molde | P20,4Cr13, base de molde estándar |
| Dureza del acero: | HRC32-35 para paletas deslizantes y separadoras y otras placas |
| HRC49-51 para material de núcleo y cavidad. | |
| HRC49-51 para anillo de cuello y anillo de bloqueo | |
| Material de plastico | resina PET |
| Número de cavidad | 1x8, 1x16,1x24,1x32,1x48,1x64,1x72 |
| Sistema de inyección | Cola corta, cola larga, compuerta de válvula de pasador |
| Sistema eyector | placa separadora |
| Tiempo del ciclo | Basado en el peso de la preforma |
| El tiempo de entrega | 45-60 días |
| Vida útil del molde | Al menos 3 millones de disparos |
| Tiempo de garantia | Un año o 1 millón de disparos |
 +86-15157625901 / 13706572756
+86-15157625901 / 13706572756 info@suncomold.com
info@suncomold.com  Calle No.2 Gongxin, Carretera Beicheng, Huangyan, Taizhou, Zhejiang, China
Calle No.2 Gongxin, Carretera Beicheng, Huangyan, Taizhou, Zhejiang, China